
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}

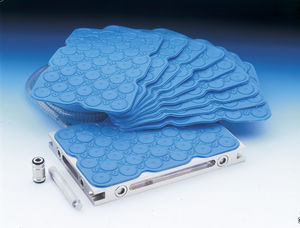
力度: 10,000 N
... 概述
夹嘴宽度 28 mm
基本套件
用于2点或4点夹紧的基本套件,配实用箱。系统由高强度铝制成,黑色阳极氧化处理。夹嘴和支撑件为淬火钢制造。
应用
该专利多功能多点夹紧系统专为四轴和五轴铣床设计。可通过适配器(可选)接入 AMF 零点夹紧系统(尺寸10或20)。兼容所有具有52 mm 节距和 M8 螺纹的夹紧设备。可同时夹紧2至4个工件。单个夹紧面上的双重夹紧可消除夹紧系统中的变形。确定夹紧宽度(工件高度)后,使用合适的垫套搭建系统。详细信息见随附安装手册。
特性
- 可同时夹紧并加工2个或4个工件。
- 通过操作夹紧销并采用自动夹紧顺序可夹紧多件工件。
注意
- 工件不得单侧夹紧;始终并行夹紧并至少覆盖夹嘴宽度的3/4。
- 必须遵守规定的紧固扭矩。
- 适配器作为可选项提供(订货号

... ELVA 是 OK-VISE 为自动化加工环境开发的电动夹具解决方案,在这些环境中,夹具的简单性、可靠性和可控性至关重要。 与依靠持续压力的系统不同,ELVA 仅使用电机来驱动夹具。一旦夹紧,工件就以机械方式保持在适当位置,无需持续耗电。这使得 ELVA 本身既节能又运行可靠。 这种设计具有以下优点 - 简单的即插即用自动化 - 与传统的自动化夹具相比,大大缩短了生产启动时间 - 无需特殊专业知识 - 通过经济的耦合和解耦实现安全清洁的能源供应 ...

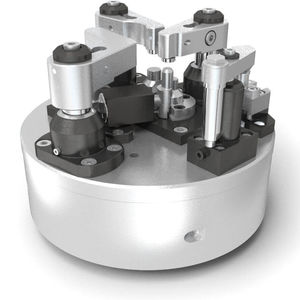
力度: 60 kN - 100 kN
... - 多工位压力机夹具导轨的自动定心、耦合和夹紧 - 当需要在最小空间内获得最大夹紧力和高动态强度时,可使用联轴器 与传统系统相比,新型联轴器的设计将所有用于定位、对中、夹紧力建立和位置监控的组件集成到联轴器的主动部分,并与压力机牢固连接。夹紧导轨联轴器的被动部分没有任何活动部件。为了减轻联轴器的重量,主动部分和被动部分的外壳均由硬涂层高强度铝制成。 在将联轴器的两半部分移动到适当位置(插入夹紧导轨)时,这些部分会通过导向元件预先对中。在夹紧过程中,主动部分的定位销伸出并定位在被动部分的孔中。通过这种定心方式,可获得较高的重复精度。夹紧力通过拉杆产生,并以自锁方式保持。安装在元件中的紧凑型位置监控系统可轻松与总线系统相匹配,从而确保精确定位和夹紧。 作为可选项,可根据客户要求设计用于能源、压缩空气和液压油的快速接头。 ...
... 使用Witte公司的VAC-MAT聚合物垫,工件可以在一次真空夹持过程中被完全加工。VAC-MAT允许对切口、槽等进行铣削。即使是加工轮廓和倒角--通常只有使用特殊卡盘才能实现--也能成功进行。在加工过程中,高达70%的表面材料可以被移除,而不会失去真空或任何被铣削的部件被无意中释放。同时,不再需要昂贵的返工,如掰开工件、去毛刺或用夹具或双面胶夹住。 磨削 铣削 钻孔 5面加工,包括所有切口 高夹持力 夹持表面具有高摩擦系数 可进行内外轮廓的透铣加工 准确和干净的工件切割边缘,没有毛刺 处理 大大缩短准备时间,因为工件在几秒钟内就被夹住了 不需要密封 与工件和夹持表面接触温和 不会刮伤表面 不需要特殊的固定装置 适用于大型夹持表面的模块化版本 ...

... 自动夹紧在盘式弹簧上进行,盘式弹簧可在预装中调节,并可根据工件更换气动解决。 手动夹紧由夹头另一侧的滚花旋钮制成。 由于集成到旋转工作台的现有通孔中,带夹紧系统的旋转工作台仍然非常紧凑。 紧凑型 高跳动精度 ,易于操作 可改装 ...


力度: 8, 10, 12, 25 kN
... 用于齿轮加工的夹紧系统通常非常个性化,并且对径跳精度和干涉轮廓有特殊要求。因此,为相应的应用领域找到合适的夹具尤为重要。 凭借节段夹紧杆 SECLA,Liebherr 现在可以在短短十周内为客户提供创新、高性价比的标准解决方案。该夹紧技术降低了高昂的停机时间成本,并且适用于所有 Liebherr 工艺(铣削、插齿、车齿、磨削)。 选配 • 碰撞和工作区探测装置* • 用于 Liebherr 标准机床工作台接口的适配器 • 合适的润滑脂 • * 可能会影响交货时间 • 合适的刀具 • ...
... 定制工件夹紧系统也用于自动更换工件 WSA。 自动化技术在金属加工行业的应用已有几十年的历史。从棒料送料机开始。如今,机器人已成为复杂加工中心的标准配置,用于自动处理未加工和已加工工件。 几年来,我们一直为客户提供量身定制的工件夹紧系统,这些系统都有一个共同的目标:利用自适应工件夹紧技术,在一次设置中缩短整个加工过程。我们很乐意根据您的应用来修改工件夹紧。 您将从中受益: - 通过机械或液压夹紧机床内外的工件,缩短工件更换时间 - 使用已知接口(如 HSK)自动更换 WSA 夹紧装置 - 可选择在分度头上更换 ...
Ortlieb Präzisions-

... 多功能的零点工具系统 EROWA MTS(模块化工装系统)是一个灵活的工装系统。最大的工件尺寸完全由机器的能力决定。 无论您是需要用一个MTS卡盘进行单托盘加工,还是用几个MTS卡盘或底板进行多托盘加工,所有的组合都是可能的。 模块化和通用夹持 MTS底板是用于单层或多层码垛的灵活而精确的接口。 MTS底板有不同的版本--根据不同的型号,有1,2,4,6或8个MTS卡盘。我们也愿意为您提供定制版本的建议。 最大限度地减少安装时间 工件和夹具都是托盘式的,这样它们就可以在需要的时候放在机器上,而不需要再进行任何设置。在机器上,MTS码垛系统精确而稳定地将它们固定在位置上。 更多的工作是在机器外准备的。 自动化 MTS系统非常适用于自动化托盘的更换。 当工件被更换时,卡盘和夹紧拉钉的接触面被自动清洗。MTS托盘的定位整齐而精确。 低结构高度 EROWA ...
EROWA

... ROL200代表了由罗列里创造的专利系统,用于所有类型的R1刀具的安全、垂直换刀。虽然极端版本可用于所有标准的中间件(H100、H120、H150)和7或20毫米轴(Z1和Z2),但开发动力版本的目的是提供一个可以与两种不同类型的电源一起工作的单一夹持系统。 通过ROL200 Power,我们可以用同一个系统控制气动和液压的夹钳运动,因为所有的连接和部件都是标准化的,以便提供一个简单、安全和经济的解决方案。 这种创新的夹紧系统可以满足最终应用方面的各种需要:它适用于新的折弯机的第一套设备,也适用于旧机器的设备更新。 上部系统 Rol200专利系统与所有带有Amada-Promecam类型切口的折弯机兼容。没有必要修改工具。 自动对准 所有这些夹持系统都能自动提升并使冲头对准中间件,并保证其完美对齐。 供电 系统有气动、液压和手动版本。 ...
ROLLERI S.P.A.

... 有了STAR SYSTEM,锁定工具的中间模块完全没有传输压缩空气所需的连接:在STAR卡箍内部,只有当卡箍 "识别 "到合适的自动模块时,一个特殊的系统才允许压缩空气通过。 在STAR卡箍必须阻止任何其他元素(特殊工具,手动中间模块等...)的情况下,没有空气的排放,卡箍的行为与普通的手动卡箍一样。 工具的正面插入和拔出。 技术特点 上部工具 上部工具的自动气动夹持系统 灵活性 上支架13401-A-ST "STAR SYSTEM"(TEDA专利)能量连接系统对系统的运作至关重要,可以在任何机器位置完全拆除一个或多个单元,保证了工具的完全灵活性。 正面装载 正面引入/提取标准的欧洲型刀具,并在停止时自动返回。 技术特点 单位高度=100mm。 弯曲轴=7mm。 也可用于20mm轴。 动力 通过专利的 ...
TEDA srl

力度: 20 kN - 250 kN
... 适用于冲床和立式液压机 欧姆龙PLC控制系统 减少模具更换时间 减少人员危险 降低人工成本和强度 独立动力装置 ...
SXKH GLOBAL

力度: 20 kN - 500 kN
... 螺孔板-IMM 欧姆龙PLC控制系统 减少模具更换时间 减少人员危险 降低人工成本和强度 独立动力装置 功能特点 特点1 *操作简便 *经济实惠且实用 特点2 *配备SMC自动气缸,以提高自动化程度。 *降低劳动强度。 *缩短换模时间。 气动液压泵站 1.气动液压泵站是整个QDC系统的供油系统,采用双泵和单泵设计以实现动力输出。 2.泵站处于停止增压时,系统处于低压状态,不消耗能源。 3.采用专利技术阀组,独立的四回路设计,当处于断电、断气时,系统自锁仍保持夹持压力。 4.气动元件采用日本SMC品牌,并使用进口密封件。 PLC控制 1.采用欧姆龙PLC控制系统。 2.PLC与机器进行智能通信,并设有多层安全联锁装置,可避免操作失误。 3.具备特定的单侧换模功能,通过双重确认来避免操作失误。配备钥匙开关,以防止人为操作失误。 4.如果机器或换模过程出现异常,夹具将发出警报,同时注塑机将自动停止工作。 5.集成化操作面板,操作简便。 6.LED指示灯显示整个系统的运行状态。 ...
SXKH GLOBAL

力度: 60 kN - 4,000 kN
... 欧姆龙PLC控制系统 减少模具更换时间 减少人员危险 降低人工成本和强度 独立动力装置 功能特点 SMC自动气缸,提升自动化水平,使用便捷。 配备气缸以提升自动化程度,缩短换模时间,降低劳动强度。 自锁阀 自锁阀可确保在油管破裂的情况下,所有夹具都能保持夹紧力。 每个夹具都配备有一个自锁阀,以确保在油管破裂时仍能保持夹紧力。 气动液压泵站组合装置是整个快速换模系统的供油系统。 1.气动液压泵站是整个QDC系统的供油系统,采用双泵和单泵设计以实现动力输出。 2.泵站处于停止增压时,系统处于低压状态,不消耗能源。 3.采用专利技术阀组,独立的四回路设计,当处于断电、断气时,系统自锁仍保持夹持压力。 4.气动元件采用日本SMC品牌,并使用进口密封件。 PLC控制 1.采用欧姆龙PLC控制系统。 2.PLC与机器进行智能通信,并设有多层安全联锁装置,可避免操作失误。 3.具备特定的单侧换模功能,通过双重确认来避免操作失误。配备钥匙开关,以防止人为操作失误。 4.如果机器或换模过程出现异常,夹具将发出警报,同时注塑机将自动停止工作。 5.集成化操作面板,操作简便。 6.LED指示灯显示整个系统的运行状态。 ...
SXKH GLOBAL

... 贝洛蒂公司的 UVF(通用真空夹具)系统是一种自动夹具系统,设计用于在多种操作(切割、钻孔、水射流切割)中通过真空刚性固定成型的金属和/或复合材料部件。 这种可编程系统的优点是避免了特殊夹具设备和更多成本(项目、制造、存储、维护、安装、运输......),并提高了产品质量和生产时间。 数控系统管理机头运动并定位执行器,以生成工件夹持面。这样,不同的工件可以依次加工,而不会耽误时间。 材料 复合材料 ...

力度: 22, 40, 70 kN
... 适用于半自动和全自动操作,带机器人装载功能,或仅用于快速简便的操作。 操作简单!您可以使用我们的单夹钳和液压驱动装置,辅以您已有的基础设施。适用于半自动和全自动操作。我们为您提供各种尺寸的卡箍系统和 GRESSEL 气动液压增压器,通过压缩空气产生所需的油压。辅以相应的附件或作为一个完整的解决方案一起使用。使用我们的液压夹紧系统,体验生产的灵活性和精确性。 4 个产品组 标准夹紧系统 250 种可能的组合 气液增压器 即装即用的完整解决方案 优势 将激励您 ✓即装即用的成套设备 所有钳口宽度的完整解决方案 完整的解决方案还可单独装配多个夹紧装置 ✓ ...

... 专用定心和搅拌夹紧系统 适用于 CNC 车床、铣床和磨床,适合自动装载 孔和箍筋上的定心夹紧 PEL 工件检测系统 长行程扩张器。直径 7 毫米 重复精度低于 0.005 毫米 快速更换定心 快速更换箍筋 双气缸驱动系统 转速高 卡盘说明 该系统由两个独立的机构组成。 第一个是移动中心扩展器,其行程为直径的 7 毫米,从内部对准工件中心。 第二个机构与一个移动板相连,驱动 3 个旋转和搅拌轴。 这些轴在加工过程中夹紧工件,以保证其刚度。 两个系统均由一个双气缸驱动。 有一个 PEL 检测系统,用于检查机器人对工件的正确定位。 由于采用了不同组件的快速耦合系统,工件类型的转换非常迅速。 ...