
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}

... 由于市场需求,特别是以大功率机器为特征的重型工业的需求,ITSBORE 系统增加了用于大柄的 MB 适配器。 新的适配器还使 MB 镗孔系统能够用于发电等重工业的重型加工。 MB110 可提供以下组合: SKA 50/60、BT 50/60 加长杆 减速器 外壳铣刀座 坯料 ...

直径 : 20 mm - 203 mm
... SW 型镗头双铣刀专为重型粗镗和半精镗加工而设计。刀体和刀片座之间采用摩擦锁定连接,部件设计短小精悍,具有最大的刚性和最高的切削性能。 该双刀系列具有独特的设计特点,无需更换组件或使用机械系统调整刀片高度,即可实现不同的粗加工方法。只需反转刀片座,即可在平衡切削和阶梯切削之间进行切换! 刀体和刀片座配合面上的磨削锯齿保证了刚性连接和精确的刀具长度。刀片座上的直径刻度允许在不使用预调仪的情况下调整直径。刀体和刀片座上都有一层高质量的防腐蚀涂层。 平衡切削和阶梯切削 平衡切削就是将两个刀片设置为相同的高度和切削直径。这是一种更常用的配置,因为它更容易设置、更稳定,而且由于是双刃有效刀具,进给率更高。对于铸孔或焊接件中已存在的孔,它的效果也更好,因为这些孔通常不是完全圆、直,就是有一些偏差(芯移)。双切削镗头中的均衡切削力最能解决这些问题。 阶梯切削时,刀片的高度和直径交错排列。前导刀片约占总毛坯余量的一半,第二个刀片紧随其后,以所需的输出直径进行切削。 ...

... SW 型镗头双铣刀专为重型粗镗和半精镗加工而设计。刀体和刀片座之间采用摩擦锁定连接,部件设计短小精悍,具有最大的刚性和最高的切削性能。 该双刀系列具有独特的设计特点,无需更换组件或使用机械系统调整刀片高度,即可实现不同的粗加工方法。只需反转刀片座,即可在平衡切削和阶梯切削之间进行切换! 刀体和刀片座配合面上的磨削锯齿保证了刚性连接和精确的刀具长度。刀片座上的直径刻度允许在不使用预调仪的情况下调整直径。刀体和刀片座上都有一层高质量的防腐蚀涂层。 平衡切削和阶梯切削 平衡切削就是将两个刀片设置为相同的高度和切削直径。这是一种更常用的配置,因为它更容易设置、更稳定,而且由于是双刃有效刀具,进给率更高。对于铸孔或焊接件中已存在的孔,它的效果也更好,因为这些孔通常不是完全圆、直,就是有一些偏差(芯移)。双切削镗头中的均衡切削力最能解决这些问题。 阶梯式切削时,刀片的高度和直径错开。前导刀片约占总毛坯余量的一半,第二个刀片紧随其后,以所需的输出直径进行切削。 ...
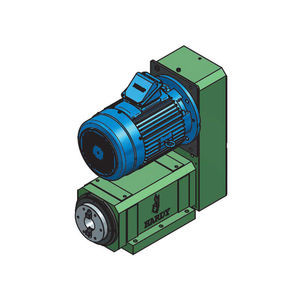
... 概述
S150主轴外壳为FC30铸件,经过精密镗削和磨光加工。主轴材料为合金钢并经高频热处理。配用SKF(德国)、NSK(日本)和台湾TPI的精密轴承,保证主轴端面精度为0.002 mm或以下。最高主轴转速为1800 RPM,适用于安装在CNC伺服滑台或液压进给台的重切削加工场景。
特点
- 标配三相交流电动机15 kW;可选最大功率至45 kW
- 采用定速皮带传动并配有同步带
- 可选主轴锥度 NT50
- 可提供伺服驱动的变速方案
- 交流感应电机防护等级