
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}
... 定制机械零部件采购服务
正在寻找定制化零部件
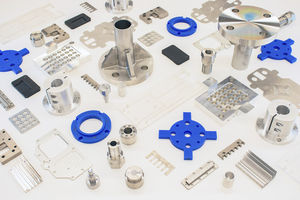
Agency Assist 不提供现成的标准件——我们专注于根据客户图纸提供一站式定制机械零部件采购服务所有产品均严格按照您的设计要求制造。
只需向我们提交您的CAD文件、技术图纸甚至手绘草图我们的团队即可为您提供快速且精准的报价并全程负责生产制造流程。
我们为精密加工零件和工业机械组件提供完整的采购与制造解决方案确保高效率、高品质以及成本优化。
为什么选择 Agency Assist
✔ ...

... 寻找定制部件? 我们 Agency Assist 不销售标准机械部件,而是根据您的图纸提供采购制造服务。 只需将您的 CAD 文件、技术图纸或手绘草图发送给我们,我们将提供快速、准确的报价,并负责其余事宜。 为什么选择 Agency Assist? 一站式解决方案:从材料安排到零件加工、表面处理和检验,一站式提供全面服务。 简化沟通:所有采购需求的单一联络点 ・ 可靠的质量控制:根据我们严格的 QC 标准对零件的所有方面进行审查。 生产能力 尺寸处理 圆棒:直径 φ0.5-φ500 mm | ...

... 氧化铝,也被称为氧化铝(Al2O3),是现代工程行业中最受欢迎的陶瓷材料。它是一种成本相对较低的陶瓷材料,具有良好的可加工性。 良好的可加工性。它具有电绝缘性、耐热性和高强度。同时,它的应用范围非常广泛,如电绝缘部件、炉壁、炉子部件、夹具和半导体相关部件。 顶级精工机械的氧化铝主要是99.5%的纯度以及99.9%。 高强度,耐磨损,耐热,耐腐蚀。 熔点:2054 C 热冲击:200 C 导热性能:30 W/mK 热膨胀:5.3 *10-6 比重:3.9 硬度: 18 GPa 关键性能 高硬度 氧化铝因其高硬度而具有高耐磨性。由于其高断裂韧性和抗弯强度,它还具有良好的抗断裂和开裂能力。 耐高温和低热膨胀 氧化铝具有出色的热稳定性,最高可达1300℃。由于它是一种氧化物陶瓷材料,它可以在高温下用于氧化性环境。 它的低热膨胀系数使其成为需要尺寸稳定性的高温应用的理想选择。 高介电强度 氧化铝具有优良的介电性能。 良好的耐化学性 氧化铝具有良好的耐腐蚀性。它能抵御大多数气体包括酸性气体的侵蚀。它还具有抗等离子体的能力。 良好的可加工性 与其他工程陶瓷相比,氧化铝具有良好的可加工性。由于它一直是一种流行的陶瓷材料,我们在加工它方面有丰富的经验。加工到微米级的精度是可能的。 ...

... 泽维尔拥有众多高要求五轴加工项目的制造案例,从材料性能验证、五轴铣削、整体淬火、内重力消除、转位、电子束焊接、磨削、动平衡G1、三维数模比对、全尺寸测量、10年质量追溯等。提供完整的 FMEA、PFMEA 和 5 轴铣削 3D 仿真 5 轴铣削仿真,确保工艺的稳定性和可行性,避免延迟交货。 五轴加工适用于设计前验证和一次性加工要求较高的复杂零件。五轴铣削可以切削其他加工工艺无法实现的零件几何形状和复杂形状,这是因为五轴铣削有两个回转轴,工件对刀具回转轴的移动性极佳,可以实现五轴加工;五轴铣削不需要复杂的夹具,没有夹具干涉因素,铣削主轴头可以紧贴工件位置运行,有效缩短切削刀具长度,减少振动和挠度,提高切削速度,刀具移动更紧凑,提高表面精加工能力。 服务于涡轮鼓风机、涡轮增压器、流体控制、轻型直升机、汽车改装、航空结构件、医疗、半导体等行业,无MOQ限制,试生产、小批量使用原材料加工,长期需求、批量提供铸造毛胚优化成本方案,支持X探伤内部质量检验。 ...
Shenzhen Xavier Precision components Co., LTD.

... 泽维尔拥有众多高要求五轴加工项目的制造案例,从材料性能验证、五轴铣削、整体淬火、内重力消除、转位、电子束焊接、磨削、动平衡G1、三维数模比对、全尺寸测量、10年质量追溯等。提供完整的 FMEA、PFMEA 和 5 轴铣削 3D 仿真 5 轴铣削仿真,确保工艺的稳定性和可行性,避免延迟交货。 五轴加工适用于设计前验证和一次性加工要求较高的复杂零件。五轴铣削可以切削其他加工工艺无法实现的零件几何形状和复杂形状,这是因为五轴铣削有两个回转轴,工件对刀具回转轴的移动性极佳,可以实现五轴加工;五轴铣削不需要复杂的夹具,没有夹具干涉因素,铣削主轴头可以紧贴工件位置运行,有效缩短切削刀具长度,减少振动和挠度,提高切削速度,刀具移动更紧凑,提高表面精加工能力。 服务于涡轮鼓风机、涡轮增压器、流体控制、轻型直升机、汽车改装、航空结构件、医疗、半导体等行业,无MOQ限制,试生产、小批量使用原材料加工,长期需求、批量提供铸造毛胚优化成本方案,支持X探伤内部质量检验。 ...
Shenzhen Xavier Precision components Co., LTD.

... 泽维尔拥有30多台机床,支持3/4/5轴数控铣和卧式数控铣服务,帮助您快速获得从简单到复杂的定制化数控铣件。泽维尔云管理系统支持RFQ/订单状态/FAI/全尺寸测量数据访问和下载、10年质量追溯等功能,提供完善的FMEA、PFMEA需求支持,确保工艺稳定执行,避免延迟交货、根据您的产品特性和不同MOQ需求提供DFM和阶梯定价,丰富的材料加工能力和多样化的表面处理为您提供一站式订购服务体验,新客户首次合作有机会获得免费样品。 四轴铣削设备适用于多面体铣削零件的批量生产,一次铣削三个三维表面,数控铣削零件体积 ...
Shenzhen Xavier Precision components Co., LTD.

... 泽维尔拥有30多台机床,支持3/4/5轴数控铣和卧式数控铣服务,帮助您快速获得从简单到复杂的定制化数控铣件。泽维尔云管理系统支持RFQ/订单状态/FAI/全尺寸测量数据访问和下载、10年质量追溯等功能,提供完善的FMEA、PFMEA需求支持,确保工艺稳定执行,避免延迟交货、根据您的产品特性和不同MOQ需求提供DFM和阶梯定价,丰富的材料加工能力和多样化的表面处理为您提供一站式订购服务体验,新客户首次合作有机会获得免费样品。 这是一种切削主轴与工作台保持平行的数控铣削设备。该机床刚性优越,刀具容量大,工作台可 ...
Shenzhen Xavier Precision components Co., LTD.
... 适用于四轴CNC加工中心的按图定制金属部件,按客户图纸制造,支持多种加工工艺。
概述
- 参考机床类型:四轴加工中心;亦适用于数控车床、数控钻床、数控铣床。
- 四轴加工中心将铣削、钻孔、扩孔、镗孔、攻丝和螺纹铣削集成于一体,可在一次装夹中完成多道工序。
- 产品可按客户提供的图纸定制生产。
四轴加工的优势
- 减少工件装夹次数,降低因多次夹紧导致的定位误差,提高整体加工精度。
- 可在一次装夹中完成多个特征加工,保证特征间所需的相对位置精度。
- 常采用半闭环或全闭环位置补偿系统,以提供高定位精度和重复定位精度,并在加工中实时补偿尺寸误差。
- 减少上下料辅助时间,降低专用及通用工装需求,有助于降低整体生产成本。
加工注意事项
- 由于高刚性和高功率,可选用较大切削参数以缩短加工时间,但温升可能影响加工精度。
- 合理选择切削刀具和夹具,并保证加工过程中的充分冷却,对维持尺寸精度至关重要。
工艺规划与加工顺序
- 合理安排加工工序,确定加工基准面、基准孔和加工余量;在选择一次装夹完成的工序时,需考虑最终精度和热处理要求。
- 对于部分复杂零件,因热变形、内应力或夹紧变形,仍可能需要多次装夹。
- 遵循由粗到精的原则:先进行粗切和粗加工,再进行中间工序并留出冷却时间,最后完成精加工。
- 推荐加工顺序:大平面粗/精铣